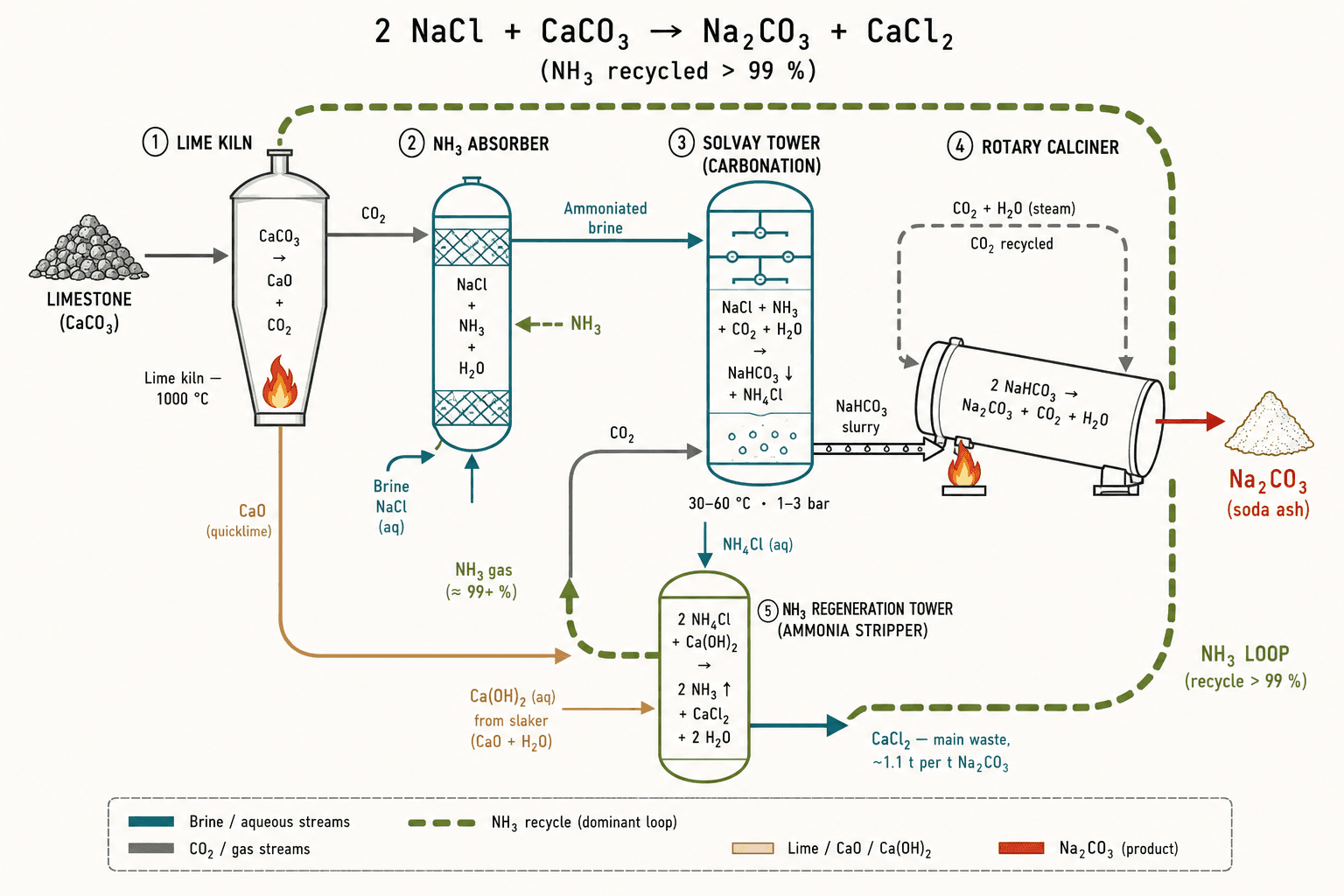
Solvay process
Production of sodium carbonate (Na₂CO₃, 'Solvay soda') from brine (NaCl) and limestone (CaCO₃), with ammonia as a recycled intermediate. Has dominated soda ash production since 1865.
Molecular synthesis through controlled chemical reactions
Key reaction
Operating conditions
- Temperature
- 30-60 (carbonatation) ; 200 (calcination NaHCO₃) ; 1000 (four à chaux)°C
- Pressure
- 1-3bar
- Catalyst
- NH₃ (porteur recyclé à >99 %)
- Phase
- liquid + solid + gas
How it works
How it works
Key components
The role of each main part, and the elements / compounds it involves.
Lime kiln
Calcines limestone to provide the CO₂ and quicklime needed for the rest of the process.
Vertical shaft kiln (~25 m tall) or rotary kiln, fed with limestone and fuel (coke, natural gas) at 900-1100 °C. Produces two streams: hot CO₂ (~40 %) sent to the Solvay tower, and solid CaO sent to the ammonia regenerator. This is the largest direct CO₂ emitter in the process.
900-1100 °C · CO₂ ~40 % · CaO chaud
See also :caco3caoco2Ammonia absorption tower
Saturates the brine (NaCl) with ammonia before carbonation.
Tray or packed tower where brine flows down counter-current to gaseous NH₃ from the regenerator. Outgoing ammoniated brine contains ~80 g/L NH₃ and is cooled to 10-15 °C before entering the Solvay tower (NaHCO₃ solubility drops in the cold, aiding precipitation).
Contre-courant · ~80 g/L NH₃ · refroidissement à 10-15 °C
See also :nh3naclSolvay tower (carbonation)
Key reactor of the process — precipitates NaHCO₃ by injecting CO₂ into the ammoniated brine.
Cylindrical tower 20-25 m tall, externally cooled by coils. Ammoniated brine enters at the top, CO₂ at the bottom. As they meet, NaHCO₃ progressively precipitates and the slurry is extracted at the bottom. Typical Na conversion: ~75 %. Yield is limited by residual NaHCO₃ solubility and NH₃ losses — precipitation kinetics governs productivity.
20-25 m · contre-courant · conversion Na ~75 % · cooling externe
See also :nahco3nh3co2Bicarbonate calciner
Decomposes filtered NaHCO₃ to pure Na₂CO₃, releasing CO₂ and H₂O that are reused.
Horizontal rotary kiln at 200 °C or 'steam dryer' (indirect steam heating). Collected CO₂ is compressed and recycled to the Solvay tower — the second internal CO₂ source. The Na₂CO₃ obtained is 'light soda' (density 0.5) and can be densified into 'dense soda' by hydration/calcination.
200 °C · four rotatif ou steam dryer · CO₂ recyclé
See also :nahco3na2co3Ammonia regenerator (distillation column)
Recovers NH₃ from residual NH₄Cl via lime treatment, closing the catalytic loop.
Distillation column where the residual liquor (NH₄Cl + NH₄HCO₃) meets hot milk of lime Ca(OH)₂ (~100 °C). Volatile NH₃ is steam-stripped, recompressed and returned to the absorption tower. The liquid residue CaCl₂ + H₂O is discarded. Typical NH₃ losses: ~3 kg/t Na₂CO₃ — economically decisive.
Colonne de strippage à la vapeur · pertes NH₃ ~3 kg/t Na₂CO₃
See also :nh3ca-oh-2cacl2
Physical and chemical principles
The fundamental laws that make this process possible — and the constraints they impose.
Recycled stoichiometric carrier
Ammonia is used in stoichiometric (not strictly catalytic) amounts but fully regenerated at the end of the cycle. This is what sets Solvay apart from the Leblanc process it replaced: Leblanc consumed sulfuric acid and generated HCl + Na₂S waste, Solvay only consumes NaCl + CaCO₃ and produces only CaCl₂ as waste.
Applies to components :regenerateur-nh3Selective precipitation
At 10-15 °C in the presence of NH₄Cl, NaHCO₃ becomes the least-soluble salt in the system (common-ion effect on HCO₃⁻ and lower solubility with T). This solubility gradient allows isolating the bicarbonate without solvent evaporation — a major energy saving for the process.
Applies to components :tour-solvay
Compounds involved
Output
By-product
Catalyst
World production
Main applications
- Glassmaking (flat glass, container glass)50 %
- Detergents and washing powders13 %
- Metallurgy and mineral chemistry12 %
- Pulp and paper5 %
- Water treatment, food-grade, miscellaneous20 %
CaCl₂ waste and CO₂ footprint
- Récupération de chaleur des fours à chaux (préchauffage saumure)
- Valorisation CaCl₂ en saumure de forage pétrolier
- Substitution partielle par carbonate naturel (Wyoming, Turquie)
- Intégration avec capture CO₂ industrielle (CO₂ devient input plutôt qu'émission)
Similar or competing processes
Related industrial processes — alternative chemistry, alternative technology.
- haber-bosch
Source of make-up ammonia — Solvay losses (~3 kg NH₃/t) are topped up with Haber-Bosch NH₃.