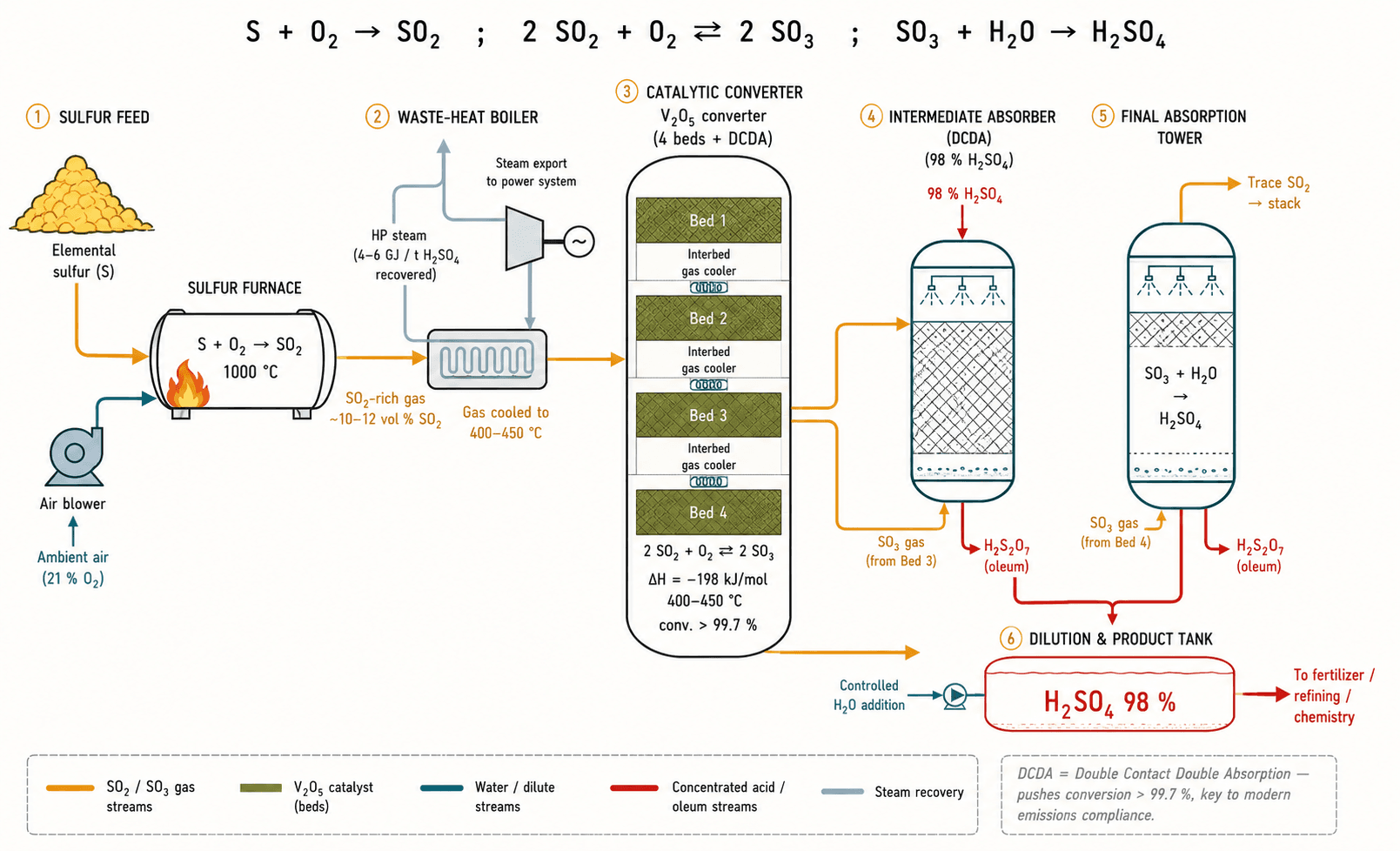
Contact process
Production of sulfuric acid (H₂SO₄) by catalytic oxidation of SO₂ to SO₃ over a vanadium pentoxide catalyst, followed by absorption in concentrated acid. ~270 Mt/year — the world's most-produced acid.
Molecular synthesis through controlled chemical reactions
Key reaction
Operating conditions
- Temperature
- 400-450°C
- Pressure
- 1-2bar
- Catalyst
- V₂O₅ / SiO₂ (avec promoteurs K, Na, Cs)
- Phase
- gas
How it works
How it works
Key components
The role of each main part, and the elements / compounds it involves.
Sulfur burner
Burns sprayed liquid sulfur to produce SO₂ at 10-12 vol %.
Refractory cylindrical chamber where molten sulfur (~140 °C) is sprayed under preheated dry air. Combustion at 1000-1100 °C, controlled to stay low in N₂O and NOₓ. Outgoing gases at 1000 °C feed a waste-heat boiler producing HP steam before entering the converter.
1000-1100 °C · gaz 10-12 % SO₂ · récupération vapeur HP
See also :so2V₂O₅ catalytic converter
Oxidizes SO₂ to SO₃ over multiple beds, with intercooling between them.
Vertical vessel 8-12 m in diameter, with 4-5 horizontal beds of V₂O₅ catalyst (~5 wt %) on silica, with alkali promoters (K₂SO₄, Cs₂SO₄ for downstream beds — lowers light-off T° to 380 °C). Conversion 60 % at bed 1, 85 % cumulative at bed 2, 95 % at bed 3, 98 % at bed 4. Intercoolers cool gases to ~430 °C before each bed.
4-5 lits · V₂O₅ 5 % / SiO₂ · promoteurs Cs/K · refroidissement inter-lits
See also :so2SO₃ absorption tower
Absorbs SO₃ in 98 % concentrated H₂SO₄, forming oleum and then acid.
Tower with acid-resistant ceramic packing (bricks + Intalox saddles), wetted by 98 % H₂SO₄ at 70-80 °C. SO₃ + H₂SO₄ → H₂S₂O₇ (oleum); controlled water addition dilutes to 96 %, 98 % or 100 % depending on the target market. The DCDA double absorption inserts this tower between converter beds 3 and 4 to push overall conversion to 99.7-99.9 %.
Garnissage céramique · H₂SO₄ 98 % · 70-80 °C · DCDA
See also :h2so4Waste-heat boiler
Captures heat from exothermic steps and converts it to HP steam.
Tubular stainless heat exchanger (T-22 or better) installed after the burner AND after each catalytic bed. Steam produced at ~40 bar / 400 °C, 4-6 GJ/t H₂SO₄. Often integrated in a cogeneration cycle that also generates electricity: the process becomes a net energy producer.
~40 bar / 400 °C · 4-6 GJ/t H₂SO₄ · cogénération possible
Physical and chemical principles
The fundamental laws that make this process possible — and the constraints they impose.
Kinetics / equilibrium trade-off (Le Chatelier)
Oxidation SO₂ + ½ O₂ → SO₃ is exothermic: high T lowers equilibrium conversion, low T slows kinetics. Industrial solution: operate at ~430 °C for kinetics, cool to 400 °C between beds to reset equilibrium. Cesium promoters in downstream beds drop light-off T° to ~380 °C — the quiet lever that gains 2-3 % conversion at the tail.
ΔH = −198 kJ/mol ; K_eq diminue quand T augmenteApplies to components :convertisseur-v2o5Indirect absorption (the aerosol trap)
SO₃ + H₂O directly forms an ultra-fine H₂SO₄ mist (stable aerosol that passes through standard filters). By first absorbing in concentrated H₂SO₄ (forming liquid oleum H₂S₂O₇), then diluting with water, aerosol formation is bypassed. A conceptual innovation as important as catalysis itself.
Applies to components :tour-absorption-so3
Compounds involved
Intermediate
Output
World production
Main applications
- Phosphate fertilizers (superphosphate, MAP/DAP)60 %
- Metallurgy (Cu, Zn, Ni, U leaching)10 %
- Organic chemistry and petrochemistry10 %
- Pulp & paper, water treatment8 %
- Lead-acid batteries, miscellaneous12 %
Residual emissions and fertilizer demand
- Catalyseurs Cs-promus pour T° d'amorçage abaissée
- Scrubber alcalin (Na₂CO₃) en cheminée → SO₂ < 0,5 kg/t
- DCDA généralisé (>99,7 % de conversion)
- Récupération massive de chaleur en vapeur cogénérée