Chlor-alkali process
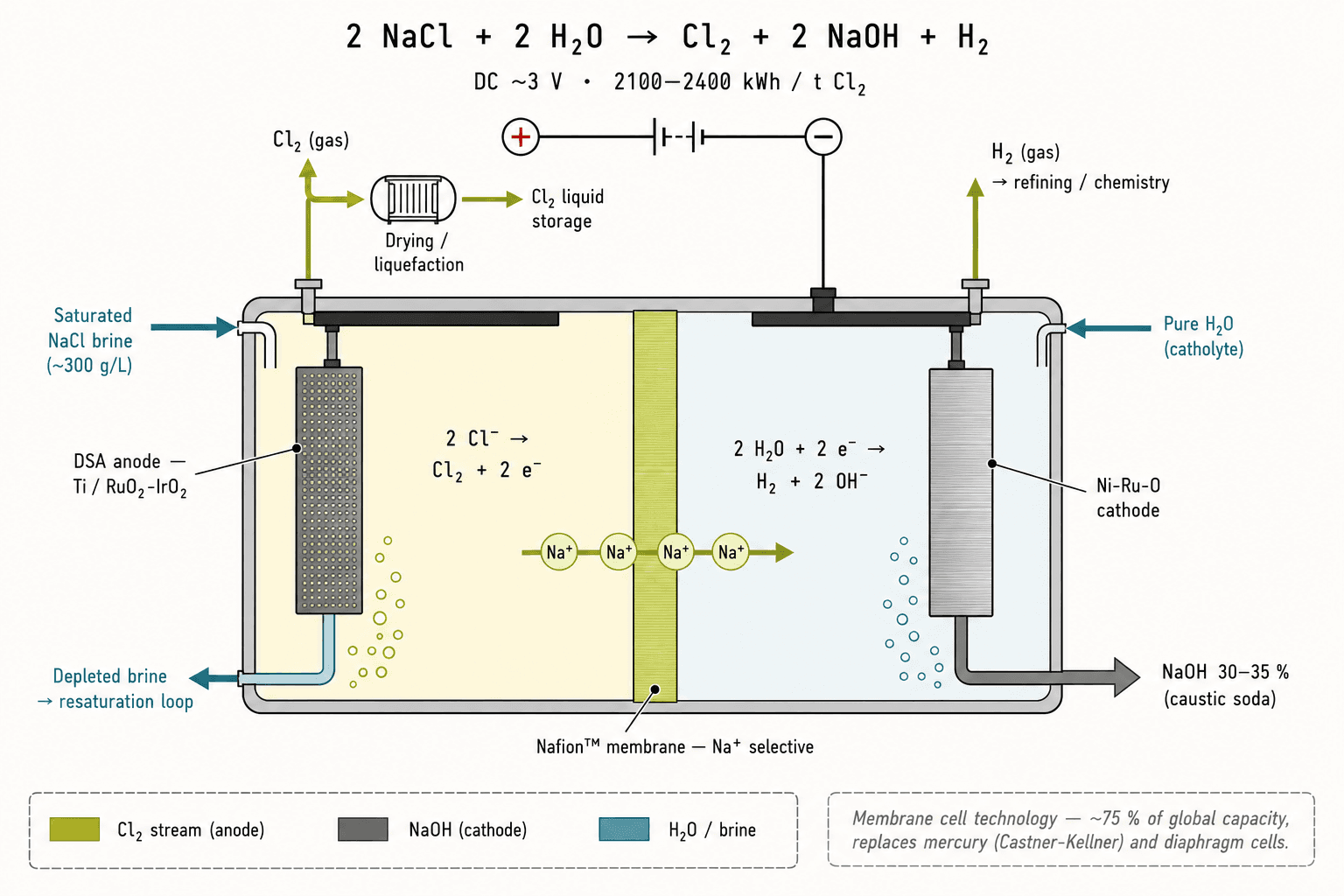
Electrolysis of brine (NaCl) into chlorine (Cl₂), caustic soda (NaOH) and hydrogen (H₂) in a single process. Cornerstone of mineral chemistry — world production ~85 Mt Cl₂/year and ~80 Mt NaOH/year.
Decomposition driven by electric current
Key reaction
Operating conditions
- Temperature
- 80-90°C
- Pressure
- 1bar
- Catalyst
- Anode DSA (Ti/RuO₂-IrO₂) ; cathode Ni-Ru-O ; membrane Nafion™
- Phase
- liquid + gas
How it works
How it works
Key components
The role of each main part, and the elements / compounds it involves.
Brine purification system
Removes Ca²⁺, Mg²⁺ and SO₄²⁻ that would poison the membrane.
Ca/Mg precipitation with soda + Na₂CO₃ (forms insoluble CaCO₃ and Mg(OH)₂), filtration, then ion-exchange resin treatment (chelating type Lewatit™ TP260) that drops residual Ca²⁺ below 20 ppb. The Nafion membrane needs ultra-pure brine or it clogs — even 1 ppm Ca²⁺ can degrade performance within weeks.
Ca²⁺ < 20 ppb · résine chélatante · Na₂CO₃ + NaOH
See also :naclnaohna2co3Dimensionally stable anode (DSA)
Oxidizes Cl⁻ to Cl₂ without being consumed. Key innovation that replaced graphite anodes.
Titanium plate or mesh coated with mixed RuO₂-IrO₂-TiO₂ oxides (~3 g/m² Ru). Patented by Henri Beer (1965) and commercialized by De Nora. Very low Cl₂/Cl⁻ overpotential (~50 mV) — this is what enables 3 V operation instead of 4 V with graphite. Lifetime 8-12 years, ~1500 kg Cl₂ produced per gram of Ru.
Ti / RuO₂-IrO₂-TiO₂ · ~3 g/m² Ru · 8-12 ans · η ~50 mV
Cation exchange membrane
Separates anode and cathode compartments, allowing only Na⁺ to pass.
Multilayer perfluorinated membrane (Nafion™ DuPont, Flemion™ AGC) with sulfonate groups (-SO₃⁻) on the anode side and carboxylate (-COO⁻) on the cathode side. Thickness 100-200 µm, Na⁺ selectivity > 95 %. Cost ~€1500/m²; lifetime 4-6 years. This is the innovation that retired mercury and asbestos cells.
Perfluorée bicouche · 100-200 µm · sélectivité Na⁺ > 95 % · 4-6 ans
Activated nickel cathode
Reduces water to H₂ + OH⁻ with low overpotential.
Pure nickel mesh or perforated sheet (resists 32 % NaOH), coated with a Ni-Ru or Ni-Mo catalytic deposit that lowers HER overpotential by ~100 mV. Recovered H₂ is purified (removes traces of O₂, Cl₂) and either valorized (refining, chemistry) or burnt in an auxiliary boiler — depending on local H₂ market value.
Ni pur · revêtement Ni-Ru / Ni-Mo · η_HER ~100 mV abaissée
See also :h2niCl₂ compression and liquefaction
Dries, compresses and liquefies Cl₂ for storage and transport.
Concentrated H₂SO₄ dryer (wet Cl₂ is highly corrosive), then multi-stage compressor (Monel or Hastelloy C-276 casing) to 8-15 bar. Liquefaction by cooling to −34 °C. Liquefied Cl₂ is stored in pressurized rail cars or piped locally (PVC plants typically locate next door to the chlor-alkali unit to avoid Cl₂ transport).
Sécheur H₂SO₄ · 8-15 bar · liquéfaction −34 °C · transport wagon ou pipeline
See also :h2so4
Physical and chemical principles
The fundamental laws that make this process possible — and the constraints they impose.
Anode/cathode electrochemical coupling
Electrolysis enforces strict product separation: Cl₂ must NEVER meet NaOH (would form NaOCl + NaCl) or H₂ (explosive mix). The membrane provides this separation. Theoretical decomposition potential is 2.19 V; overpotentials and ohmic drop bring industrial voltage to ~3 V — every mV saved translates into millions of euros at the scale of a 200 kt/year Cl₂ plant.
E°(2 Cl⁻ → Cl₂) = +1,36 V ; E°(2 H₂O → H₂ + 2 OH⁻) = −0,83 VStoichiometric co-production
1 mole Cl₂ ↔ 2 moles NaOH ↔ 1 mole H₂: stoichiometry is fixed by electrons. To decouple markets, some plants add a downstream step: Cl₂ + H₂ → 2 HCl (hydrochloric acid synthesis) or Cl₂ + 2 NaOH → NaOCl + NaCl + H₂O (bleach) — consuming seasonal excess without altering the global balance.
Compounds involved
World production
Main applications
- PVC (polyvinyl chloride)38 %
- Chlorinated organic chemistry (isocyanates, solvents)22 %
- Alumina (Bayer) and paper (NaOH)18 %
- Water disinfection and treatment8 %
- Detergents, textiles, soaps14 %
Residual mercury and decarbonized power
- Cellule à cathode à dépolarisation O₂ (ODC) — −30 % d'électricité
- Membranes perfluorées plus fines (efficacité +5 %)
- Anodes DSA de génération 4 (η < 30 mV)
- Couplage avec PV/éolien (demand response sur les usines flexibles)
Similar or competing processes
Related industrial processes — alternative chemistry, alternative technology.
- bayer
Major NaOH downstream user — the aluminium industry consumes ~10 % of global NaOH.
- solvay
Partial competitor for caustic — Solvay yields Na₂CO₃, but 1 t Na₂CO₃ can often replace 0.75 t NaOH depending on the use.