Procédé chlore-soude
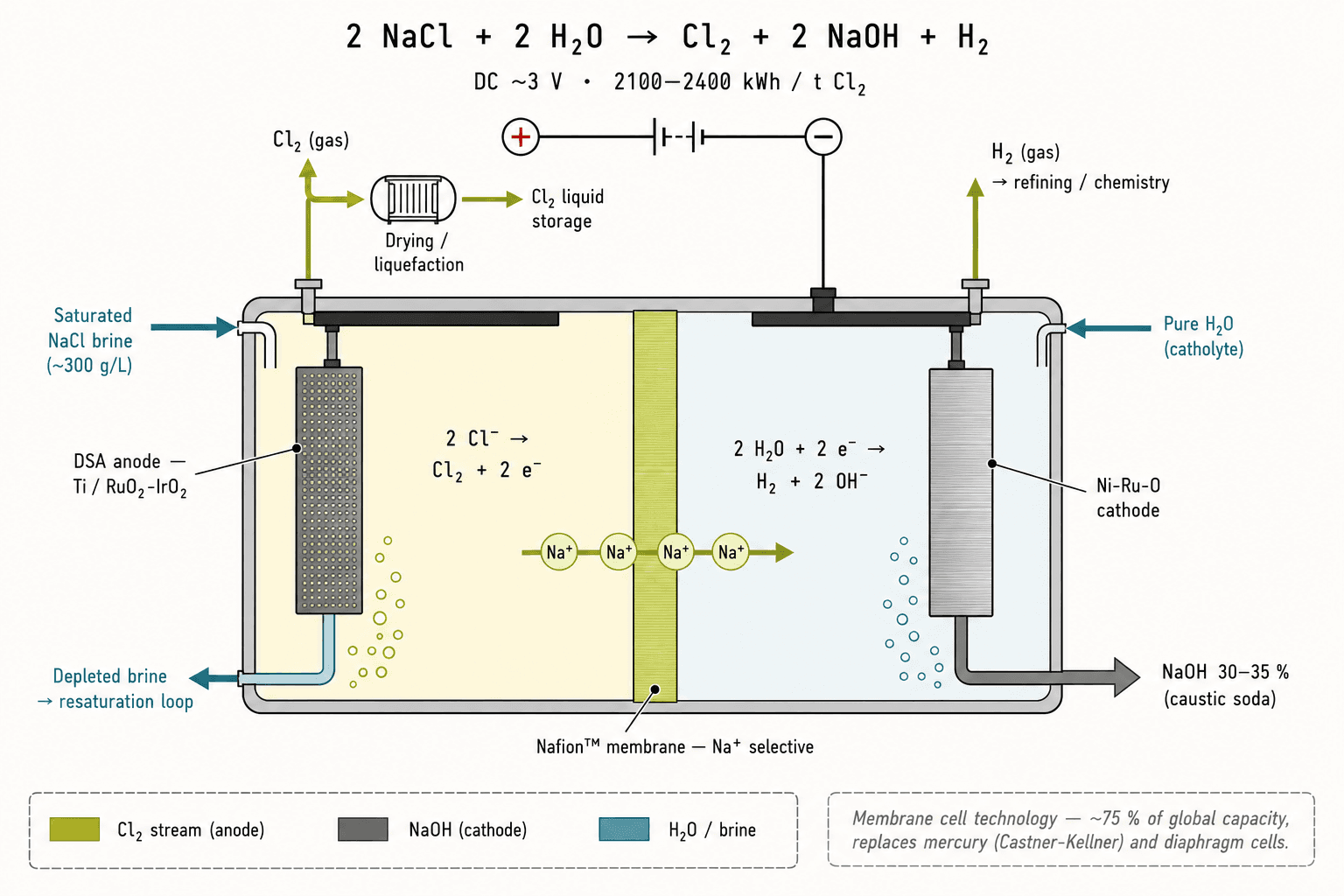
Électrolyse de la saumure (NaCl) en chlore (Cl₂), soude (NaOH) et hydrogène (H₂) en un seul procédé. Pierre angulaire de la chimie minérale — production mondiale ~85 Mt Cl₂/an et ~80 Mt NaOH/an.
Décomposition par courant électrique
Réaction clé
Conditions opératoires
- Température
- 80-90°C
- Pression
- 1bar
- Catalyseur
- Anode DSA (Ti/RuO₂-IrO₂) ; cathode Ni-Ru-O ; membrane Nafion™
- Phase
- liquid + gas
Schéma de fonctionnement
Comment ça marche
Composants clés
Le rôle de chaque pièce maîtresse, et les éléments / composés qu'elle met en jeu.
Système de purification de la saumure
Élimine Ca²⁺, Mg²⁺ et SO₄²⁻ qui empoisonneraient la membrane.
Précipitation du Ca/Mg par soude + Na₂CO₃ (forme CaCO₃ et Mg(OH)₂ insolubles), filtration, puis traitement sur résine échangeuse d'ions (chélatante type Lewatit™ TP260) qui descend les Ca²⁺ résiduels sous 20 ppb. La membrane Nafion exige une saumure ultra-pure pour ne pas se boucher — un seul ppm de Ca²⁺ peut dégrader la performance en quelques semaines.
Ca²⁺ < 20 ppb · résine chélatante · Na₂CO₃ + NaOH
Voir aussi :naclnaohna2co3Anode dimensionnellement stable (DSA)
Oxyde Cl⁻ en Cl₂ sans se consommer. Innovation clé qui a remplacé les anodes en graphite.
Plaque ou treillis de titane revêtu d'oxydes mixtes RuO₂-IrO₂-TiO₂ (~3 g/m² de Ru). Brevetée par Henri Beer (1965) puis commercialisée par De Nora. Surtension Cl₂/Cl⁻ très basse (~50 mV) — c'est ce qui permet d'opérer à 3 V au lieu de 4 V comme en graphite. Durée de vie 8-12 ans, ~1500 kg de Cl₂ produits par gramme de Ru.
Ti / RuO₂-IrO₂-TiO₂ · ~3 g/m² Ru · 8-12 ans · η ~50 mV
Membrane échangeuse de cations
Sépare les compartiments anodique et cathodique en ne laissant passer que Na⁺.
Membrane perfluorée multicouche (Nafion™ DuPont, Flemion™ AGC) avec groupes sulfoniques (-SO₃⁻) côté anode et carboxyliques (-COO⁻) côté cathode. Épaisseur 100-200 µm, sélectivité Na⁺ > 95 %. Coût ~1500 €/m² ; durée de vie 4-6 ans. C'est l'innovation qui a permis le déclin des cellules au mercure et à amiante.
Perfluorée bicouche · 100-200 µm · sélectivité Na⁺ > 95 % · 4-6 ans
Cathode en nickel activé
Réduit l'eau en H₂ + OH⁻ avec une faible surtension.
Treillis ou tôle perforée en nickel pur (résiste à NaOH 32 %), revêtu d'un dépôt catalytique Ni-Ru ou Ni-Mo qui abaisse la surtension HER de ~100 mV. Le H₂ recueilli est purifié (élimine traces de O₂, Cl₂) et soit valorisé (raffinage, chimie), soit brûlé en chaudière auxiliaire — selon la valeur de marché locale du H₂.
Ni pur · revêtement Ni-Ru / Ni-Mo · η_HER ~100 mV abaissée
Voir aussi :h2niCompresseur et liquéfaction Cl₂
Sèche, comprime et liquéfie le Cl₂ pour stockage et transport.
Sécheur à H₂SO₄ concentré (Cl₂ humide est très corrosif), puis compresseur multi-étages (carter en monel ou Hastelloy C-276) à 8-15 bar. Liquéfaction par refroidissement à −34 °C. Le Cl₂ liquéfié est stocké en wagons sous pression ou pipelinisé localement (les industriels du PVC s'installent souvent à proximité immédiate de l'unité chlore-soude pour éviter le transport).
Sécheur H₂SO₄ · 8-15 bar · liquéfaction −34 °C · transport wagon ou pipeline
Voir aussi :h2so4
Principes physico-chimiques
Les lois fondamentales qui rendent ce procédé possible — et les contraintes qu'elles imposent.
Couplage électrochimique anode/cathode
L'électrolyse impose une séparation stricte des produits : Cl₂ ne doit JAMAIS rencontrer NaOH (formerait NaOCl + NaCl) ni H₂ (mélange explosif). C'est la membrane qui assure cette séparation. Le potentiel théorique de décomposition est 2,19 V ; les surtensions et la chute ohmique portent l'industriel à ~3 V — chaque mV gagné se traduit en millions d'euros à l'échelle d'une usine de 200 kt/an Cl₂.
E°(2 Cl⁻ → Cl₂) = +1,36 V ; E°(2 H₂O → H₂ + 2 OH⁻) = −0,83 VCo-production stœchiométrique
1 mole Cl₂ ↔ 2 moles NaOH ↔ 1 mole H₂ : la stœchiométrie est imposée par les électrons. Pour découpler les marchés, certaines usines ajoutent une étape aval : Cl₂ + H₂ → 2 HCl (synthèse d'acide chlorhydrique) ou Cl₂ + 2 NaOH → NaOCl + NaCl + H₂O (eau de Javel) — qui consomment l'excès saisonnier sans altérer la balance globale.
Composés impliqués
Production mondiale
Applications principales
- PVC (chlorure de polyvinyle)38 %
- Chimie organique chlorée (isocyanates, solvants)22 %
- Alumine (Bayer) et papier (NaOH)18 %
- Désinfection et traitement de l'eau8 %
- Détergents, textiles, savons14 %
Mercure résiduel et électricité décarbonée
- Cellule à cathode à dépolarisation O₂ (ODC) — −30 % d'électricité
- Membranes perfluorées plus fines (efficacité +5 %)
- Anodes DSA de génération 4 (η < 30 mV)
- Couplage avec PV/éolien (demand response sur les usines flexibles)
Procédés similaires ou concurrents
Procédés industriels apparentés — autre voie chimique, autre filière technologique.
- bayer
Aval majeur du NaOH — l'industrie de l'aluminium consomme ~10 % du NaOH mondial.
- solvay
Concurrent partiel pour la soude — Solvay produit Na₂CO₃, mais 1 t Na₂CO₃ peut souvent remplacer 0,75 t NaOH selon l'usage.