Procédé de contact
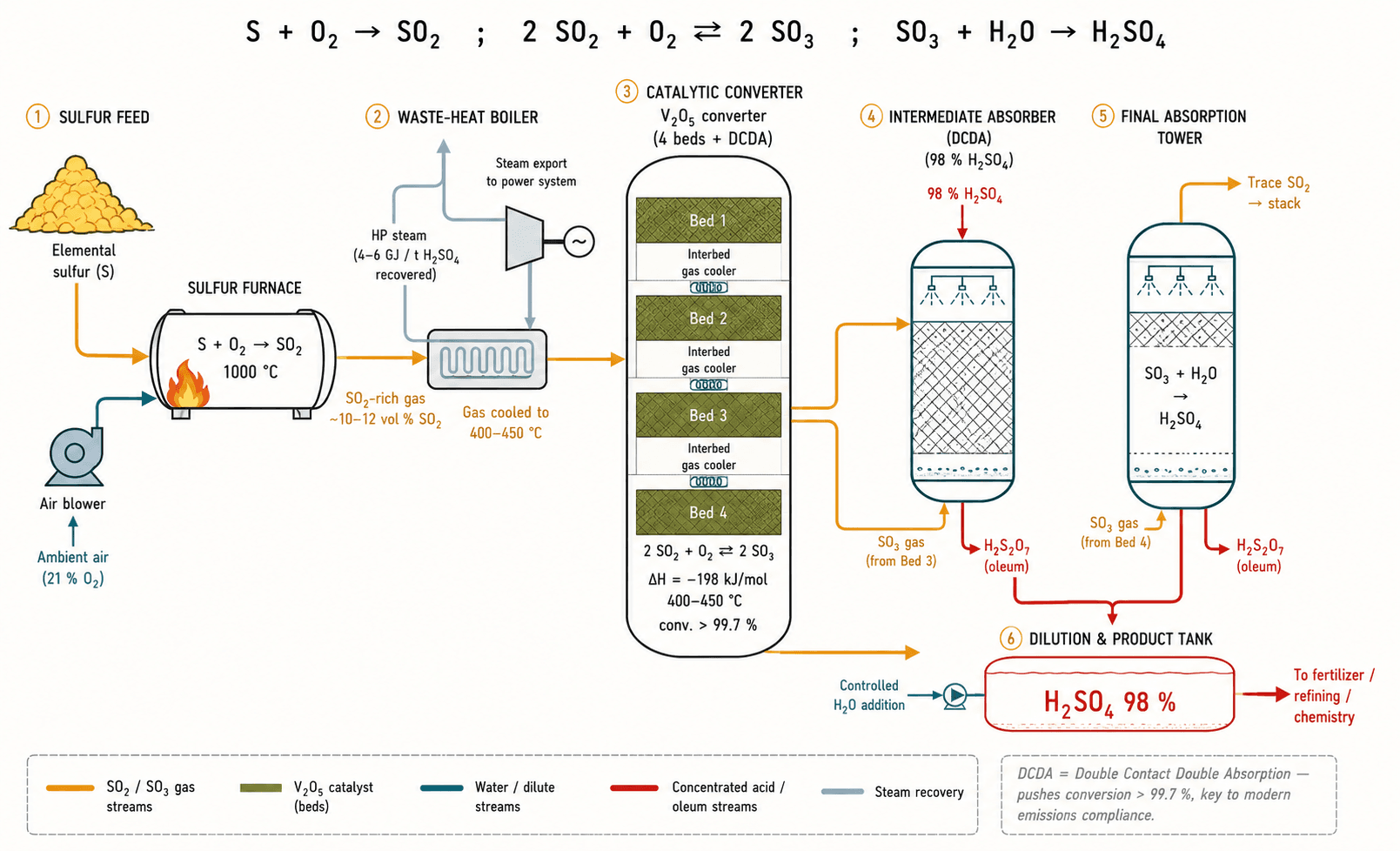
Production de l'acide sulfurique (H₂SO₄) par oxydation catalytique de SO₂ en SO₃ sur catalyseur au pentoxyde de vanadium, suivie d'absorption dans l'acide concentré. ~270 Mt/an — l'acide le plus produit au monde.
Synthèses de molécules par réactions chimiques contrôlées
Réaction clé
Conditions opératoires
- Température
- 400-450°C
- Pression
- 1-2bar
- Catalyseur
- V₂O₅ / SiO₂ (avec promoteurs K, Na, Cs)
- Phase
- gas
Schéma de fonctionnement
Comment ça marche
Composants clés
Le rôle de chaque pièce maîtresse, et les éléments / composés qu'elle met en jeu.
Four de combustion du soufre
Brûle le soufre liquide pulvérisé pour produire SO₂ à 10-12 % en volume.
Chambre cylindrique réfractaire dans laquelle du soufre fondu (~140 °C) est pulvérisé sous air sec préchauffé. Combustion à 1000-1100 °C, contrôlée pour rester pauvre en N₂O et NOₓ. Les gaz sortants à 1000 °C servent à produire de la vapeur HP dans une chaudière de récupération avant d'entrer au convertisseur.
1000-1100 °C · gaz 10-12 % SO₂ · récupération vapeur HP
Voir aussi :so2Convertisseur catalytique V₂O₅
Oxyde SO₂ en SO₃ en plusieurs lits successifs, refroidis entre eux.
Cuve verticale de 8-12 m de diamètre, 4-5 lits horizontaux de catalyseur V₂O₅ (~5 % en masse) sur silice, avec promoteurs alcalins (K₂SO₄, Cs₂SO₄ pour les lits avals — abaisse T° d'amorçage à 380 °C). Conversion 60 % au lit 1, 85 % cumulés au lit 2, 95 % au lit 3, 98 % au lit 4. Les échangeurs intermédiaires refroidissent les gaz à ~430 °C avant chaque lit.
4-5 lits · V₂O₅ 5 % / SiO₂ · promoteurs Cs/K · refroidissement inter-lits
Voir aussi :so2Tour d'absorption de SO₃
Absorbe SO₃ dans H₂SO₄ concentré à 98 %, formant oléum puis acide.
Tour à garnissage en céramique acide-résistante (briques + selles d'Intalox), parcourue par H₂SO₄ à 98 % à 70-80 °C. SO₃ + H₂SO₄ → H₂S₂O₇ (oléum) ; ajout contrôlé d'eau dilue à 96 %, 98 % ou 100 % selon le marché visé. La double absorption DCDA insère cette tour entre les lits 3 et 4 du convertisseur pour pousser la conversion globale à 99,7-99,9 %.
Garnissage céramique · H₂SO₄ 98 % · 70-80 °C · DCDA
Voir aussi :h2so4Chaudière de récupération de chaleur
Capte la chaleur des étapes exothermiques et la convertit en vapeur HP.
Échangeur tubulaire en acier inox (T-22 ou meilleur) placé après le four de combustion ET après chaque lit catalytique. Vapeur produite à ~40 bar / 400 °C, 4-6 GJ/t H₂SO₄. Souvent intégrée à un cycle de cogénération qui produit aussi de l'électricité : le procédé devient producteur net d'énergie.
~40 bar / 400 °C · 4-6 GJ/t H₂SO₄ · cogénération possible
Principes physico-chimiques
Les lois fondamentales qui rendent ce procédé possible — et les contraintes qu'elles imposent.
Compromis cinétique / équilibre (Le Chatelier)
L'oxydation SO₂ + ½ O₂ → SO₃ est exothermique : haute T baisse la conversion à l'équilibre, basse T ralentit la cinétique. La solution industrielle : opérer ~430 °C pour la cinétique, refroidir à 400 °C entre lits pour relancer l'équilibre. Les promoteurs au césium des lits avals abaissent la température d'amorçage à ~380 °C — c'est le levier discret qui permet de gagner 2-3 % de conversion en bout de chaîne.
ΔH = −198 kJ/mol ; K_eq diminue quand T augmenteS'applique aux composants :convertisseur-v2o5Absorption indirecte (le piège des aérosols)
SO₃ + H₂O direct forme une brume d'H₂SO₄ ultra-fine (aérosol stable, qui passe à travers tous les filtres standards). En absorbant d'abord dans H₂SO₄ concentré (qui forme l'oléum H₂S₂O₇ liquide), puis en diluant à eau, on contourne la formation d'aérosol. Une innovation conceptuelle aussi importante que la catalyse elle-même.
S'applique aux composants :tour-absorption-so3
Composés impliqués
Intermédiaire
Produit
Production mondiale
Applications principales
- Engrais phosphatés (superphosphate, MAP/DAP)60 %
- Métallurgie (lixiviation Cu, Zn, Ni, U)10 %
- Chimie organique et pétrochimie10 %
- Pâte à papier, traitement des eaux8 %
- Batteries au plomb, divers12 %
Émissions résiduelles et engrais
- Catalyseurs Cs-promus pour T° d'amorçage abaissée
- Scrubber alcalin (Na₂CO₃) en cheminée → SO₂ < 0,5 kg/t
- DCDA généralisé (>99,7 % de conversion)
- Récupération massive de chaleur en vapeur cogénérée